





Uutiset
 Kotiin / Uutiset / Teollisuusuutiset / Räätälöity metallin taonta: prosessit, materiaalit ja toimittajan valinta
Kotiin / Uutiset / Teollisuusuutiset / Räätälöity metallin taonta: prosessit, materiaalit ja toimittajan valinta Räätälöity metallin taonta: prosessit, materiaalit ja toimittajan valinta
 2026.04.03
2026.04.03
 Teollisuusuutiset
Teollisuusuutiset
Kun tavallinen valmiskomponentti ei yksinkertaisesti kelpaa, räätälöity metallitaonta toimittaa osia, jotka on suunniteltu täsmällisten vaatimusten mukaan – rakenteellisella eheydellä, jota valu ja koneistus eivät yksinään pysty vastaamaan. Autojen voimansiirtojärjestelmistä korkeapainehydrauliikkaventtiileihin taotut metallikomponentit ovat voimanlähteenä maailman vaativimmille teollisuudenaloille.
Mikä on räätälöity metallin taonta?
Räätälöity metallitaonta on valmistusprosessi, jossa raakametallia muotoillaan suurella puristusvoimalla - käyttämällä meistiä, vasaroita tai puristimia - kappaleen valmistamiseksi, jolla on tarkka geometria ja erinomaiset mekaaniset ominaisuudet. Toisin kuin tavallinen taonta, joka tuottaa yleisiä muotoja kiinteäkokoisina, räätälöity taonta on suunniteltu alusta alkaen vastaamaan asiakkaan tarkat mitta-, materiaali- ja suorituskykyvaatimukset.
Taontaprosessi toimii deformoimalla metallin raerakennetta sen sijaan, että se leikkaa tai valaisi. Tämä viljavirtauksen jalostus johtaa tiheämpään, tasaisempaan mikrorakenteeseen. Tulos on osa sitä huomattavasti vahvempi ja väsymystä kestävämpi kuin vastaavat valetut tai koneistetut komponentit – kriittinen etu turvallisuuskriittisissä sovelluksissa.
Räätälöity taonta alkaa tyypillisesti kohdemateriaalin aihiolla tai tankolla, joka kuumennetaan tarkkaan lämpötila-alueeseen ja muotoillaan sitten erityisesti osalle suunnitelluilla työkaluilla. Toissijaiset toiminnot, kuten lämpökäsittely, CNC-työstö ja pinnan viimeistely, voivat seurata lopullisten toleranssien saavuttamiseksi.
Keskeiset taontaprosessit ja milloin niitä käytetään
Mikään taontamenetelmä ei sovellu jokaiseen käyttötarkoitukseen. Kokeneet valmistajat valitsevat prosessin osan geometrian, tuotantomäärän, materiaalin ja toleranssivaatimusten perusteella. Yleisimmin käytettyjä mukautettuja metallin taontaprosesseja ovat:
- Suljettu muotti (Impression Die) taonta: Metallia puristetaan kahden meistin väliin, jotka sisältävät peilikuvan halutusta osasta. Tämä menetelmä tuottaa lähes verkon muotoisia komponentteja, joilla on tiukat toleranssit ja erinomainen toistettavuus – ihanteellinen monimutkaisten geometrioiden, kuten laippojen, hammaspyörien ja kiertokankien, suuren volyymin tuotantoon.
- Avoin taonta: Metalli muotoillaan litteiden tai muotoiltujen muotien välissä sulkematta kokonaan työkappaletta sisään. Soveltuu parhaiten suurille, yksinkertaisille muodoille (akselit, kiekot, renkaat) ja pienille sarjoille, avoin taonta tarjoaa joustavuutta koon ja materiaalin suhteen.
- Vasarataonta: Ohjelmoitavan vasaran toistuvat iskuiskut muotoilevat kuumennetun metallin. Tämä prosessi on nopea, energiatehokas keskikokoisille osille ja sopii hyvin hiili- ja seosteräksiin.
- Puristaminen: Hydrauliset tai mekaaniset puristimet käyttävät hidasta, jatkuvaa voimaa iskun sijaan. Tuloksena on hallitumpi muodonmuutos, mikä tekee puristustakomisesta suositeltavampaa tarkkuusosille, joilla on tiukat mittavaatimukset – mukaan lukien ilmailu- ja energiasektorin komponentit.
- Rullataonta (ristirullataonta): Pyörivät meistit vähentävät ja pidentävät metallia luoden akselimaisia tai kartiomaisia komponentteja tehokkaasti. Tämä menetelmä sopii erinomaisesti akseleille, tappeille ja vastaaville sylinterimäisille osille, joita käytetään auto- ja maatalouskoneissa.
Oikean prosessin valinta ei ole vain tekninen päätös – se vaikuttaa suoraan työkalujen hintaan, läpimenoaikaan, materiaalihukkaan ja valmiin osan mekaanisiin ominaisuuksiin. Pätevä toimittaja arvioi kaikki nämä tekijät ennen prosessin suosittelemista.
Yleiset materiaalit, joita käytetään räätälöidyssä takomisessa
Materiaalin valinta on yksi tärkeimmistä päätöksistä mukautetun taontaprosessissa. Seoksen valinta määrää osan lujuuden, korroosionkestävyyden, painon, työstettävyyden ja soveltuvuuden lämpökäsittelyyn. Yleisimmät taotut materiaalit ovat:
- Hiiliteräs: Teollisen takomisen työhevonen. Keski- ja korkeahiiliset teräkset tarjoavat erinomaiset lujuus-kustannussuhteet, ja niitä käytetään laajalti rakenneosissa, hammaspyörissä ja käsityökaluissa.
- Seosteräs: Elementtien, kuten kromin, molybdeenin tai nikkelin, lisääminen parantaa kovuutta, sitkeyttä ja kulutuskestävyyttä. Seosteräkset ovat suosituin materiaali rasittaviin komponentteihin autojen voimansiirroissa ja konepajakoneissa.
- Ruostumaton teräs: Tarjoaa korroosionkestävyyden mekaanisen lujuuden ohella – välttämätön nesteenkäsittelyjärjestelmissä, meriympäristöissä ja elintarvikekäyttöön soveltuvissa laitteissa. Yleisiä arvosanoja ovat 304, 316 ja 13-8.
- Alumiiniseokset: Arvostettu niiden keveyden ja korroosionkestävyyden vuoksi. Alumiinitaokset ovat vakiona ilmailu- ja avaruusrakenteissa, autojen pyörissä ja kulutuselektroniikan koteloissa.
- Titaani ja superseokset: Varattu äärimmäisiin ympäristöihin – suihkumoottorit, kaasuturbiinit ja lääketieteelliset implantit – joissa teräs tai alumiini eivät pysty täyttämään suorituskykyvaatimuksia.
Materiaalien sertifioinnista ja jäljitettävyydestä ei voida neuvotella tarkkuusteollisuudessa. Hyvämaineiset taontatoimittajat ylläpitävät dokumentoitua materiaalin hankintaa ja voivat toimittaa tehtaan sertifikaatit ja kemiallisen koostumuksen raportit pyynnöstä.
Toimialat, jotka luottavat räätälöityihin metallitaotteisiin
Räätälöityjä metallitakoja löytyy aina, kun luotettavuus rasituksessa on ensiarvoisen tärkeää. Keskeisiä toimialoja ja niiden tyypillisiä taotut komponentit ovat:
- Autot ja hyötyajoneuvot: Vaihteistot, akselin akselit, kampiakselit ja ohjausnivelet on taottu rutiininomaisesti ylivoimaisen väsymisiän takaamiseksi. tarkkuustaotut komponentit ajoneuvojen voimansiirtojärjestelmiin on kestettävä miljoonia kuormitussyklejä ilman vikoja – standardi, jonka vain taonta täyttää luotettavasti.
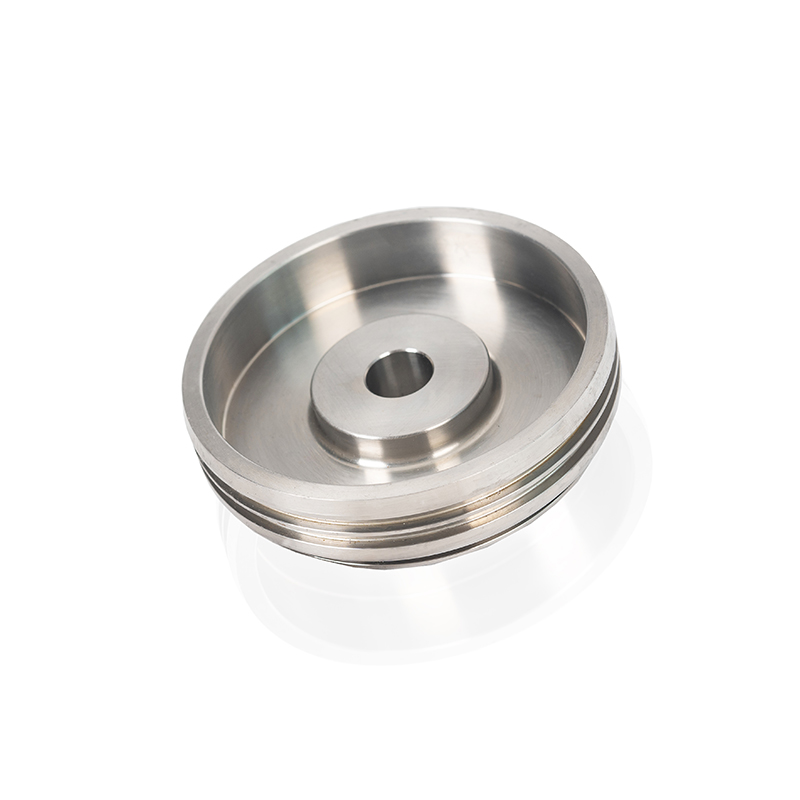
- Neste- ja hydraulijärjestelmät: Venttiilit, pumpun rungot ja liittimet, jotka toimivat korkeissa sisäisissä paineissa, vaativat vuotamattoman eheyden ja korroosionkestävyyden. räätälöidyt nestepumpun venttiilitaokset hydraulisovelluksiin eliminoi huokoisuuden, joka tekee valuvaihtoehdoista alttiita epäonnistumiselle paineistetussa ympäristössä.
- Insinööri- ja rakennuskoneet: Kaivinkoneen varret, puskutraktorin vivustot ja nostokoukut vaimentavat valtavia iskukuormia. raskaita takotuotteita, jotka on suunniteltu konepajakoneisiin tarjoavat iskunkestävyyden, joka pitää laitteet toiminnassa vaikeissa kenttäolosuhteissa.
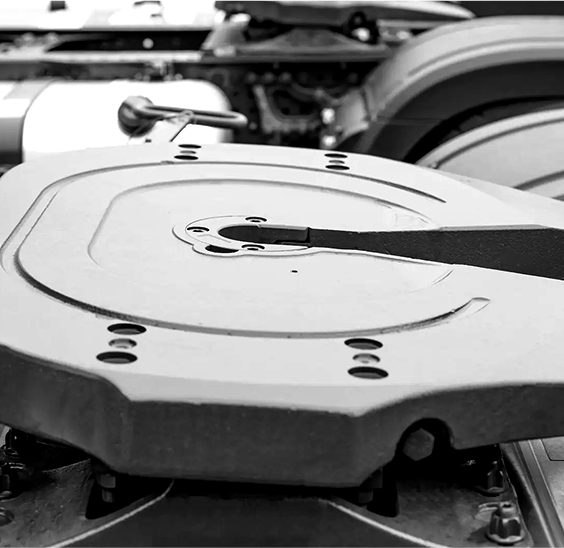
- Raskas kuljetus ja logistiikka: Vetopöytäkytkimet ja vetoistuinkokoonpanot ovat turvallisuuden kannalta kriittisiä – ne ovat traktorin ja perävaunun välinen yhteys. Tämän luokan mukautetun taon on täytettävä tiukat kuormitus- ja mittastandardit.
- Ilmailu ja puolustus: Lentokriittiset rakenneosat, laskutelineiden komponentit ja asejärjestelmän osat on taottu, koska näiden sovellusten paino- ja luotettavuusmarginaalit eivät jätä tilaa kompromisseille.
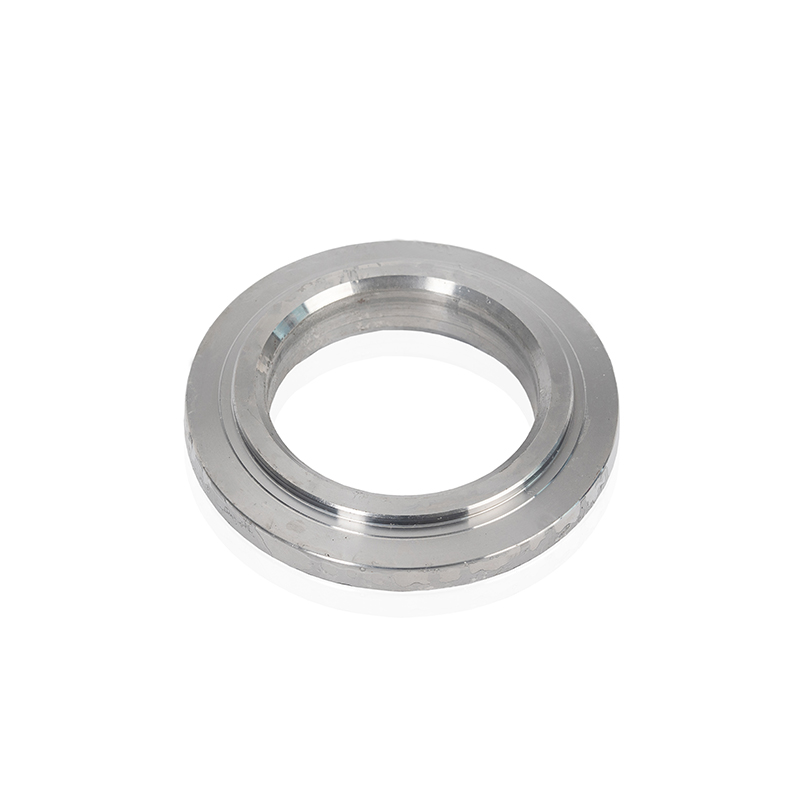
- Energia-ala: Turbiinilevyt, vedenalaisten laitteiden venttiilirungot ja putkilinjojen laipat hyötyvät kaikki takomisen tuottamasta tiheästä rakeisesta rakenteesta, mikä pidentää käyttöikää vaativissa käyttöolosuhteissa.
Mukautettu taonta vs. valu: keskeiset erot
Takominen ja valu ovat molemmat elinkelpoisia metallinmuovausprosesseja, mutta ne eivät ole keskenään vaihdettavissa. Kompromissien ymmärtäminen auttaa insinöörejä tekemään oikean valinnan sovellukseensa.
| tekijä | Mukautettu metallin taonta | Metallin valu |
|---|---|---|
| Viljan rakenne | Jatkuva, tasainen viljavirtaus | Satunnainen, nesteestä jähmettynyt |
| Mekaaninen lujuus | Korkeampi - tyypillisesti 20-30% vahvempi | Alempi - herkempi väsymys |
| Huokoisuus | Käytännössä ei yhtään | Yleistä monimutkaisissa geometrioissa |
| Dimensionaalinen monimutkaisuus | Kohtalainen tai korkea (CNC-viimeistelyllä) | Erittäin korkea – monimutkaiset sisäiset ontelot mahdollisia |
| Työkalukustannukset | Suurempi etukäteissijoitus | Matalampi monimutkaisille muodoille |
| Paras | Turvallisuuden kannalta kriittiset suuren kuormituksen osat | Monimutkaiset muodot, koristeosat, vähärasitussovellukset |
Komponenteille, joissa vika ei ole vaihtoehto – rakenneliitokset, voimansiirron osat, painetta sisältävät laitteet – taonta on teknisesti ylivoimainen valinta . Valu on edelleen kustannustehokkaampaa monimutkaisille geometrioille, joilla on alhaisemmat mekaaniset vaatimukset. Monet valmistajat käyttävät molempia prosesseja yhdessä kokoonpanossa ja sovittavat kunkin menetelmän kunkin yksittäisen osan vaatimuksiin.
mukaan julkaisi tekniset ohjeet taottujen komponenttien rakenteellisista eduista , taottujen osien suunnattu raevirtaus tarjoaa mitattavasti paremman iskunkestävyyden ja väsymiskestävyyden verrattuna saman materiaalin valetuihin vastaaviin.
Kuinka valita räätälöity metallitaontatoimittaja
Räätälöidyn taontakumppanin hankinta on pitkän aikavälin päätös. Oikea toimittaja ei ole vain halvin vaihtoehto – se on suunnittelukumppani, jonka ominaisuudet, laatujärjestelmät ja reagointikyky vaikuttavat suoraan tuotteesi suorituskykyyn ja toimitusketjusi luotettavuuteen. Arvioi ehdokkaita näissä ulottuvuuksissa:
- Sertifikaatit ja laatujärjestelmät: ISO 9001 on perusviiva. Autoteollisuuden toimitusketjuissa vaaditaan yhä enemmän IATF 16949:n noudattamista. Ilmailu- ja puolustussovellukset voivat vaatia AS9100- tai NADCAP-hyväksynnän. Tarkista laatusertifikaatit ja tarkastusstandardit huolellisesti ennen kuin sitoudut toimittajaan.
- Prosessiominaisuudet ja laitteet: Yhdistä toimittajan taontalaitteet osavaatimuksiisi. Vahvista puristimen vetoisuus, suuttimen suunnittelukyky, materiaalivarasto ja lämpökäsittelykapasiteetti. Yksittäiseen taontamenetelmään rajoittunut toimittaja ei välttämättä sovellu parhaiten monimutkaisiin projekteihin, jotka edellyttävät prosessin optimointia.
- Digitaalinen valmistuskyky: Nykyaikaiset taontalaitokset käyttävät digitaalista prosessin valvontaa, simulointiohjelmistoa (kuten FEM-pohjaista meistisuunnittelua) ja automaattista laaduntarkastusta vaihtelun vähentämiseksi ja kehityssyklejen nopeuttamiseksi. Toimittajat digitaaliset tehdasominaisuudet ja älykäs valmistus infrastruktuuri voi tarjota nopeamman prototyyppien valmistuksen, tiukemmat toleranssit ja jäljitettävät tuotantotiedot – merkittävä etu monimutkaisille mukautetuille ohjelmille.
- Toimitusaika ja toimitusvarmuus: Uusien räätälöityjen takeiden työkalujen läpimenoajat vaihtelevat tyypillisesti 4–12 viikkoa muotin monimutkaisuudesta riippuen. Arvioi toimittajan saavutuksia oikea-aikaisesta toimituksesta ja varasuunnitelmat työkalujen kulumisesta tai materiaalin toimitushäiriöistä.
- Tekninen yhteistyö: Parhaat taontatoimittajat osallistuvat suunnitteluvaiheeseen – neuvovat materiaalin valinnassa, vetokulmissa, seinämän paksuudessa ja lähes verkon muotoisia taontastrategioita, jotka vähentävät koneistuskustannuksia. Varhainen toimittajan osallistuminen vähentää johdonmukaisesti osien kokonaiskustannuksia ja kehitysaikaa.
- Kokonaisomistuskustannukset: Työkalujen poisto, romumäärät, toissijaiset työstövaatimukset ja rahtilogistiikka vaikuttavat kaikki taotun komponentin todellisiin kustannuksiin. Toimittaja, joka tarjoaa hieman korkeammat yksikköhinnat, mutta ylivoimainen lähes verkkomuotokyky, voi tarjota parempaa arvoa ohjelman elinkaaren aikana.
Suora yhteistyö toimittajan suunnittelutiimin kanssa suunnitteluprosessin varhaisessa vaiheessa – sen sijaan että lähetät piirustuksen yksinkertaista hintavertailua varten – on tehokkain tapa optimoida sekä osien suorituskykyä että tuotannon taloudellisuutta räätälöityissä metallin taontaohjelmissa.










Tuotteemme sisältyy ensisijaisesti taottujen komponenttien tuotanto autoteollisuudelle, rakennuskoneteollisuudelle, teollisuusinstrumentointiteollisuudelle ja nestevarusteteollisuudelle. Vastaanottavien osien valmistajien ja väärennettyjen komponenttien ratkaisujen tarjoajat Kiinassa.
Tuoteyhteydet
Ota yhteyttä
-
Address:Nro 5 Junrong Road, Daitou Town, Liyang City, Jiangsun maakunta, Kiina
-
Tel:+86-18112316383
