


















Kuinka taontaprosessi suoritetaan koneiden komponentteihin ja mitä laitteita tyypillisesti käytetään?
Takaaminen on tärkeä rooli tekniikan koneiden komponenttien valmistuksessa, varmistaen kestävyyden, lujuuden ja luotettavuuden erilaisissa teollisissa sovelluksissa.
Taostamisprosessi alkaa valinnassa korkealaatuisia raaka-aineita, jotka on räätälöity vastaamaan tekniikan koneiden komponentteihin tarvittavia mekaanisia ominaisuuksia. Yleisiä materiaaleja ovat hiiliteräs, seosteräs ja ruostumaton teräs, jotka valitaan tekijöiden, kuten kuormituskapasiteetin, käyttölämpötilojen ja syövyttävien ympäristöjen perusteella. Kun raaka -aine on valittu, se käy läpi huolellisen tarkastuksen ja se leikataan myöhemmin sopivien kokoiksi tai muodoiksi taontaprosessin helpottamiseksi.
Raaka -aineen esilämmitys on välttämätöntä sen unohdettavuuden parantamiseksi. Käytetään erilaisia lämmitysmenetelmiä, mukaan lukien induktiolämmitys, sähkövastuslämmitys tai kaasuuunit. Materiaalin lämmittäminen tarkkoihin lämpötiloihin vähentää sen saantolujuutta, mikä tekee siitä muokattavan ja edistää muodonmuutoksia taontaprosessin aikana.
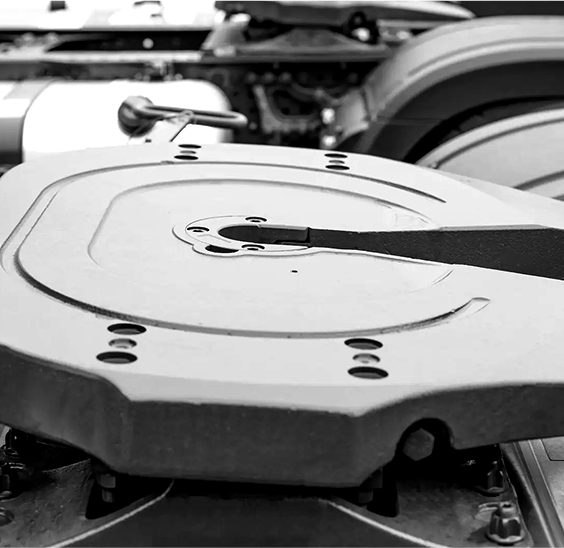
Sydän Tekniikan koneet Prosessi on lämmitetyn materiaalin muodonmuutoksessa sen jakaminen halutulla muodolla ja ominaisuuksilla. Suunnittelukoneiden komponentit taotaan käyttämällä erikoistuneita laitteita, kuten vasarat, puristimet tai hydrauliset puristimet. Materiaali asetetaan muotin onteloon tai suulakkeen pinnalle ja altistetaan puristusvoimille. Komponentin monimutkaisuudesta ja koosta riippuen voidaan käyttää erilaisia taontatekniikoita, mukaan lukien avoimen die-taonta, suljetun die-taonta tai vaikutelma-kuolema.
Taontaoperaation jälkeen ylimääräinen materiaali, joka tunnetaan nimellä Flash, voi olla läsnä komponentin reunojen ympärillä. Tämä ylimääräinen materiaali poistetaan huolellisesti leikkaus- tai rajausprosessien avulla komponentin lopullisen muodon ja mittojen saavuttamiseksi. Lisäksi toissijaiset toiminnot, kuten lävistykset, lävistys tai koneistus, voidaan suorittaa ominaisuuksien lisäämiseksi tai toleranssien parantamiseksi.
Takattujen komponenttien mekaanisten ominaisuuksien optimoimiseksi käytetään usein lämmönkäsittelyprosesseja. Hehkuttamista, sammuttamista, karkaisua tai tapausten kovettumista voidaan hyödyntää materiaalin ja haluttujen ominaisuuksien perusteella. Lämpökäsittely parantaa komponenttien voimakkuutta, sitkeyttä ja kulumiskestävyyttä varmistaen niiden soveltuvuuden teknisten koneiden sovellusten vaatimiseen.
Viimeinen vaihe taontaprosessissa sisältää pinnan viimeistelyn ulkonäön parantamiseksi ja korroosiolta suojaamiseksi. Tekniikoita, kuten laukauksen räjäyttämistä, hiomista tai pinnoitetta
Mitä pinnan viimeistelytekniikoita käytetään yleisesti tekniikan koneiden pelaamiseen, ja miten ne parantavat suorituskykyä ja pitkäikäisyyttä?
Pinnan viimeistelytekniikat ovat välttämättömiä tekniikan koneiden pelaamisen valmistusprosessissa paitsi esteettisen vetoomuksen lisäksi myös suorituskyvyn ja pitkäikäisyyden parantamiseksi.
Shot Blasting on laajalti käytetty pintapintatekniikka koneiden pinta -alaisten pinta -alaisten pelaamiseen. Tässä prosessissa hankaavat hiukkaset ajautuvat taonta pintaa vasten paineilma- tai keskipakovoimaa käyttämällä. Shot Blasting palvelee useita tarkoituksia, mukaan lukien pinta epäpuhtauksien, vaa'ojen ja oksidien poistaminen. Saavuttamalla puhdas ja tasainen pinta -ala, ampuminen räjäyttäminen parantaa korroosionkestävyyttä ja väsymystä koskevia elämää. Lisäksi laukauksen räjäytyksellä luotu kuvioitu pinta voi parantaa seuraavien pinnoitteiden tai maalisovellusten tarttumista, mikä edistää edelleen pitkäikäisyyttä ja suorituskykyä.
Hioma on tarkkuuskoneiden koneistusprosessi, jota käytetään tekniikan pinnan tarkentamiseen. Hiomapyöriä tai vyöjä käytetään materiaalin poistamiseen pinnalta, saavuttaen tiukan ulottuvuuden toleranssit, sileät viimeistelyt ja tarkat geometriat. Hionta voi poistaa pinnan epäsäännöllisyydet, poistaa ylimääräisen materiaalin ja saavuttaa pinnan karheusvaatimukset. Tarjoamalla sileän ja tasaisen pintapinnan, hiominen parantaa estetiikkaa, toiminnallisuutta ja väsymystenkestävyyttä, mikä parantaa niiden suorituskykyä ja pitkäikäisyyttä vaativissa teollisuussovelluksissa.
Pinnoite on toinen elintärkeä pinnan viimeistelytekniikka, jota käytetään Suunnittelukoneet . Erilaisia pinnoitusmateriaaleja, kuten maaleja, jauheita tai metalliseoksia, levitetään pinnalle korroosionkestävyyden, kulutuskestävyyden ja pinnan kovuuden parantamiseksi. Pinnoitteet ovat suojaeste ympäristötekijöitä, kuten kosteutta, kemikaaleja ja hankaus, pidentäen väärentämisten käyttöiän. Tietyt pinnoitteet, kuten lämmön ruiskutuspinnoitteet tai elektroploidut pinnoitteet, voivat myös parantaa pinnan kovuutta ja vähentää kitkaa, mikä parantaa edelleen suorituskykyä ja pitkäikäisyyttä tiukkoissa käyttöolosuhteissa.
Passivointi on kemiallinen prosessi, jota käytetään yleisesti ruostumattomasta teräksestä valmistetuissa teurasten sovelluksissa käytetyissä teurastuksissa. Tämä prosessi käsittää pelaamisen upottamisen happamaan liuokseen vapaan raudan ja muiden pinta -saasteiden poistamiseksi. Passivointi muodostaa ohut oksidikerroksen ruostumattoman teräksen pinnalle parantaen korroosionkestävyyttä edistämällä passiivisen kalvon muodostumista. Eliminoimalla pinta epäpuhtaudet ja parantamalla korroosionkestävyyttä, passivointi vaikuttaa merkittävästi ruostumattomasta teräksestä valmistetun pelaamisen pitkäikäisyyteen ja luotettavuuteen syövyttävissä ympäristöissä.
Mikä taontapuristin tekee parhaiten Taontapuristinkoneella muotoilla...
Lukea lisää